 客服熱線:
客服熱線:㈠ 如何維護(hù)牙齒機(jī)的控制器?
如果維修了搓牙機(jī)的控制器,應(yīng)直接售后維修。
㈡ 如何在雕刻的牙機(jī)卡頭中取出東西?
在雕刻的牙齒機(jī)卡頭中,您可以讓機(jī)器返回原點(diǎn)進(jìn)行嘗試。如果是新機(jī)器,請(qǐng)找廠家解決。如果過來保修期,可以在機(jī)器上噴灑清潔劑,除銹后可以拆卸。如果怕?lián)p壞,可以找?guī)煾稻S修。
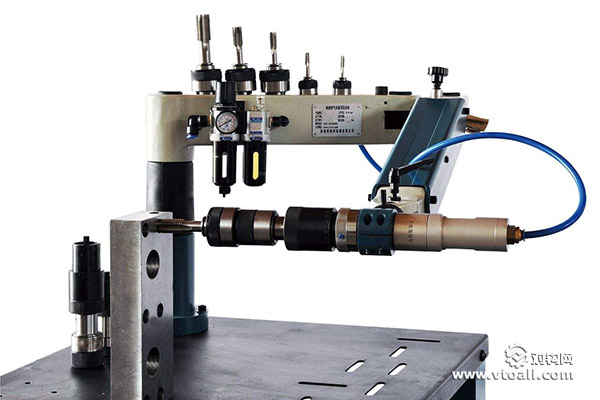
㈢ 如何修理氣動(dòng)攻牙機(jī)?
攻絲機(jī)又稱攻絲機(jī),是一種專用機(jī)床,用于在機(jī)件外殼、設(shè)備端面、螺母、法蘭等不同規(guī)格的通孔或盲孔零件的孔內(nèi)側(cè)面加工內(nèi)螺紋、螺釘或牙扣。
根據(jù)驅(qū)動(dòng)力源的不同,攻絲機(jī)可分為手動(dòng)攻絲機(jī)、氣動(dòng)攻絲機(jī)、電動(dòng)攻絲機(jī)、機(jī)械模內(nèi)攻絲機(jī)和液壓攻絲機(jī);攻絲機(jī)分為鉆孔攻絲機(jī)、擴(kuò)孔攻絲機(jī)、專用攻絲機(jī)等。
攻絲機(jī)在使用過程中經(jīng)常會(huì)遇到各種問題,那么具體有哪些呢?
1、絲錐折斷
解決方案:
螺紋底孔的直徑應(yīng)正確選擇;刀片傾斜或螺旋槽螺絲錐;底孔深度應(yīng)符合規(guī)定標(biāo)準(zhǔn);適當(dāng)降低切削速度,按標(biāo)準(zhǔn)選擇;攻擊螺紋時(shí),校正螺絲錐和底孔,確保同軸度符合要求,選擇浮動(dòng)攻擊螺紋夾頭;增加螺絲錐前角,縮短切割錐長(zhǎng)度;確保工件硬度符合要求,選擇安全夾頭;反縣螺絲錐磨損應(yīng)及時(shí)更換。
絲錐磨損過快
解決方案:
螺紋中徑過大,選擇精度等級(jí)合理的絲錐中徑;選擇合適的切削液,適當(dāng)降低切削速度;糾正絲錐與螺紋底孔的同軸度,采用浮動(dòng)夾頭;適當(dāng)減少前角和切削錐后角;去除絲錐產(chǎn)生的毛刺,適當(dāng)增加切削錐的長(zhǎng)度。
螺紋中徑過大
解決方案:
螺紋中徑過小,選擇適合精度等級(jí)的絲錐中徑;適當(dāng)增加絲錐前角和切削錐角;更換磨損過大的絲錐;選擇潤(rùn)滑性好的切削液。
4、絲錐崩齒
解決方案:
適當(dāng)減少絲錐前角,適當(dāng)增加切削錐長(zhǎng)度,降低硬度,及時(shí)更換絲錐。
絲錐磨損過快,適當(dāng)降低切削速度;減少絲錐前角,延長(zhǎng)切削錐長(zhǎng)度;選擇潤(rùn)滑性好的切削液;對(duì)加工件進(jìn)行適當(dāng)?shù)臒崽幚恚徽_磨削絲錐。
螺紋中徑過小
解決方案:
螺紋表面粗糙度值過大,適當(dāng)增加絲錐前角,減少切削錐角;熱處理,適當(dāng)提高工件硬度,確保絲錐前刀面表面粗糙度較低;選擇潤(rùn)滑性好的切削液;適當(dāng)降低切削速度;更換磨損的絲錐。
㈣如何正確修復(fù)臺(tái)式攻牙機(jī)?
電腦常見故障的類型及其原因
一般來說,計(jì)算機(jī)故障包括兩類:硬件損壞和軟件程序錯(cuò)誤。前者屬于硬故障,后者屬于軟故障。硬故障可分為三類:設(shè)備故障、機(jī)械故障和人為故障。設(shè)備故障主要由部件、連接器和印刷板引起;機(jī)械故障主要是外部設(shè)備故障,如鍵盤按鈕故障;人為故障主要是由于機(jī)器不符合運(yùn)行環(huán)境條件或操作不當(dāng)造成的。
元件本身的故障,如電容器膨脹、爆裂、電阻燒黑、集成塊加熱嚴(yán)重等。,除了自身的質(zhì)量問題外,還可能是負(fù)荷過大、電源功率不足或CPU超頻使用等原因。一般來說,新安裝的計(jì)算機(jī)故障可能是硬件故障或軟件故障,但硬件故障的可能性相對(duì)較大。有時(shí),新安裝的計(jì)算機(jī)故障通常是由接觸不良引起的,如各種插件卡、內(nèi)存、CPU與主板接觸不良,或電源線、數(shù)據(jù)線、音頻線接觸不良等。
㈤ 雕刻機(jī)主軸在哪里?
1.雕刻機(jī)拆卸前后端蓋,前后螺母
2.從軸的前端向后推出主軸和后軸承座、直線軸承等附件
3.研制前后軸承墊圈
①、 電主軸前后軸承串聯(lián)DT配對(duì)
②、 根據(jù)軸承承受的軸向力方向,支撐內(nèi)套,用手向下按壓外套(力大小與彈簧對(duì)軸承的預(yù)緊力大致相同)。調(diào)整墊圈間隙有兩種方法:一種是更換軸承和軸承的上下位置,另一種是研磨墊圈高度。研磨墊圈采用8字研磨法,同時(shí)轉(zhuǎn)動(dòng)墊圈位置,確保墊圈平行差為2um內(nèi)部,通過調(diào)整墊圈間隙,使內(nèi)外墊圈受力均勻,兩套軸承的預(yù)載荷均勻
③、 如果選擇匹配的軸承,內(nèi)外墊圈的尺寸差異在2um以內(nèi),墊圈平行差為2um內(nèi)部,軸承根據(jù)外徑V配對(duì)安裝形狀標(biāo)志
④、 長(zhǎng)期使用預(yù)緊彈簧會(huì)導(dǎo)致疲勞和彈性降低;降低軸承的預(yù)載荷,影響電主軸的精度和使用壽命。此時(shí),應(yīng)更換相同規(guī)格的新彈簧
⑤、 如果墊圈不合適,兩套軸承一套載荷小,另一套載荷過大,軸承受力不均勻,會(huì)發(fā)熱,嚴(yán)重影響使用壽命。當(dāng)內(nèi)外墊圈受力相同時(shí),兩套軸承的預(yù)緊載荷均勻
4.清洗軸承,將外套斜坡向下或內(nèi)套斜坡向上)旋轉(zhuǎn)清洗(在清洗汽油中),軸承應(yīng)清洗兩次以上,注意清洗軸承,軸承上下位置不能放錯(cuò)
5.安裝軸承前,軸承、軸殼內(nèi)孔和主軸應(yīng)先用機(jī)油(電主軸專用潤(rùn)滑油)潤(rùn)滑。一是安裝方便,二是保證電主軸啟動(dòng)初期軸承的潤(rùn)滑
6.清洗軸上的其他部件,軸承清洗后應(yīng)自然干燥,嚴(yán)禁用高壓氣體吹干
7.先安裝后端軸承,擰緊螺母,用黃油將彈簧固定在軸承座上,彈簧壓蓋不能放錯(cuò)位置
8.組裝前端軸承,固定前端蓋預(yù)壓軸承外套(組裝軸承應(yīng)使用專用套筒,套筒應(yīng)由尼龍棒車加工,形狀如下:D小于軸承外徑,d大于軸承內(nèi)徑)
9.擰緊前螺母,安裝前后端蓋。安裝后端蓋時(shí),應(yīng)注意進(jìn)氣孔的位置。進(jìn)氣孔、進(jìn)水孔和出水孔的密封圈應(yīng)完好無(wú)損,并正確放置
10.前后軸承安裝后,主軸從電主軸后端向前推,直線軸承同時(shí)推到位
11.安裝電主軸后,檢查主軸是否安裝到位(用扳手向前推主軸,主軸會(huì)向前移動(dòng),松手會(huì)立即彈回
㈥ 雕刻牙機(jī)頭燙手怎么辦?
涼了再用。是拿的地方嗎?拿的地方不應(yīng)該熱,一定是壞的。
㈦ 雕刻牙機(jī)電源潮濕怎么辦?
雕刻用牙齒機(jī)的電源受潮,必須等到電源完全干燥后才能繼續(xù)使用。干燥電源的方法有很多,可以用吹風(fēng)機(jī)吹干,也可以用來烘干
㈧ 雕刻機(jī)主軸的維護(hù)措施有哪些?
雕刻在加工原理上是一種鉆銑結(jié)合加工,雕刻機(jī)的各種數(shù)據(jù)輸入模式可以根據(jù)需要輕松進(jìn)行。計(jì)算機(jī)雕刻機(jī)有激光雕刻和機(jī)械雕刻兩種,可分為大功率和小功率。由于雕刻機(jī)的應(yīng)用范圍非常廣泛,因此有必要了解各種雕刻機(jī)最合適的應(yīng)用范圍。小功率只適用于雙色板、建筑模型、小標(biāo)志、三維工藝品等。雕刻玉石和金屬需要1500個(gè)功率W以上。大功率雕刻機(jī)可以做小功率雕刻機(jī)。最適合大規(guī)模切割、浮雕、雕刻。
維修分析及電主軸常見故障排除方法:
電主軸加熱
(1)主軸軸承預(yù)緊力過大,導(dǎo)致主軸旋轉(zhuǎn)時(shí)摩擦過大,導(dǎo)致主軸溫度急劇升高。
故障排除方法:可通過重新調(diào)整主軸軸承的預(yù)緊力來排除。
(2)主軸軸承的研究或損壞也會(huì)導(dǎo)致主軸旋轉(zhuǎn)時(shí)摩擦過大,導(dǎo)致主軸溫度急劇升高。
故障排除方法:可通過更換新軸承進(jìn)行排除。
(3)主軸潤(rùn)滑油或雜質(zhì)也會(huì)導(dǎo)致主軸旋轉(zhuǎn)時(shí)阻力過大,導(dǎo)致主軸溫度升高。
故障排除方法:通過清洗主軸箱,重新?lián)Q油排除。
(4)主軸軸承潤(rùn)滑油耗盡或潤(rùn)滑油過多,也會(huì)導(dǎo)致主軸旋轉(zhuǎn)時(shí)阻力和摩擦過大,導(dǎo)致主軸溫度升高。
故障排除方法:通過重新涂抹潤(rùn)滑脂進(jìn)行排除。
2.電主軸強(qiáng)力切割時(shí)停止轉(zhuǎn)動(dòng)
(1)主軸電機(jī)與主軸連接的傳動(dòng)帶過松,導(dǎo)致主軸傳動(dòng)扭矩過小,主軸扭矩不足,導(dǎo)致報(bào)警,數(shù)控機(jī)床自動(dòng)停止。
故障排除方法:通過重新調(diào)整主軸傳動(dòng)帶的張力來排除。
(2)主軸電機(jī)與主軸連接的傳動(dòng)帶表面有油,導(dǎo)致主軸傳動(dòng)時(shí)傳動(dòng)帶打滑,主軸扭矩不足,導(dǎo)致報(bào)警,數(shù)控機(jī)床自動(dòng)停機(jī)。
故障排除方法:用汽油或酒精清洗后擦拭。
(3)主軸電機(jī)與主軸連接的傳動(dòng)帶使用時(shí)間過長(zhǎng),導(dǎo)致主軸電機(jī)扭矩?zé)o法傳動(dòng),主軸扭矩不足,導(dǎo)致報(bào)警,數(shù)控機(jī)床自動(dòng)停止。
故障排除方法:更換新的主軸傳動(dòng)帶。
(4)主軸傳動(dòng)機(jī)構(gòu)中的離合器和聯(lián)軸器連接和調(diào)整過松或磨損,導(dǎo)致主軸電機(jī)扭矩傳動(dòng)誤差過大,主軸在強(qiáng)切割過程中振動(dòng)強(qiáng)烈。數(shù)控機(jī)床自動(dòng)停止報(bào)警。
故障排除方法:通過調(diào)整、更換離合器或聯(lián)軸器進(jìn)行排除。
3.電主軸工作時(shí)噪音過大
(1)主軸部件動(dòng)平衡不良,使主軸旋轉(zhuǎn)時(shí)振動(dòng)過大,產(chǎn)生工作噪聲。
故障排除方法:機(jī)床制造商的專業(yè)人員需要重新檢查和調(diào)試所有主軸部件。
(2)主軸傳動(dòng)齒輪磨損,使齒輪嚙合間隙過大,主軸旋轉(zhuǎn)時(shí)沖擊振動(dòng)過大,造成工作噪聲。
故障排除方法:機(jī)床制造商的專業(yè)人員需要檢查、維護(hù)或更換主軸傳動(dòng)齒輪。
(3)主軸支撐軸承拉毛或損壞,使主軸旋轉(zhuǎn)間隙過大,旋轉(zhuǎn)時(shí)沖擊振動(dòng)過大,造成工作噪聲。
故障排除方法:機(jī)床制造商的專業(yè)人員需要檢查、維護(hù)或更換軸承。
(4)主軸傳動(dòng)帶松弛或磨損,使主軸旋轉(zhuǎn)時(shí)摩擦過大,造成工作噪聲。
故障排除方法:通過調(diào)整或更換傳動(dòng)帶進(jìn)行排除。
刀具不能夾緊
(1)碟形彈簧位移過小,主軸抓刀和夾緊裝置無(wú)法到達(dá)正確位置,刀具無(wú)法夾緊。
故障排除方法:通過調(diào)整碟形彈簧的行程長(zhǎng)度來排除。
(2)彈簧夾頭損壞,主軸夾緊裝置無(wú)法夾緊刀具。
故障排除方法:更換新彈簧夾頭。
(3)碟形彈簧失效,主軸抓刀和夾緊裝置無(wú)法移動(dòng)到正確位置,刀具無(wú)法夾緊。
故障排除方法:通過更換新的碟形彈簧來排除。
(4)刀柄上的釘子太長(zhǎng),與主軸抓刀和夾緊裝置碰撞,使其無(wú)法移動(dòng)到正確的位置,刀具無(wú)法夾緊。
故障排除方法:通過調(diào)整或更換拉釘,并正確安裝排除。
5.刀具夾緊后不能松開
(1)松刀液壓缸壓力和行程不足。
故障排除方法:調(diào)整液壓和行程開關(guān)位置。
(2)碟形彈簧壓得太緊,主軸夾緊裝置無(wú)法完全移動(dòng)到正確的位置,刀具無(wú)法松開。
故障排除方法:通過調(diào)整碟形彈簧上的螺母,減少?gòu)椈傻膲汉狭俊?br>電主軸高速旋轉(zhuǎn)時(shí)發(fā)熱嚴(yán)重及處理過程:
電主軸運(yùn)行中的加熱和溫升問題一直是研究的焦點(diǎn)。電主軸單元內(nèi)部有兩個(gè)主要熱源:一個(gè)是主軸軸承,另一個(gè)是隱藏式主電機(jī)。
電動(dòng)主軸單元最突出的問題是隱藏式主電機(jī)的加熱。由于主電機(jī)旁邊是主軸軸承,如果主電機(jī)的散熱問題解決不好,也會(huì)影響機(jī)床工作的可靠性。主要解決方案是采用循環(huán)冷卻結(jié)構(gòu),分為外循環(huán)和內(nèi)循環(huán)。冷卻介質(zhì)可以是水或油,使電機(jī)和前后軸承完全冷卻。
主軸軸承是電主軸的核心支撐,也是電主軸的主要熱源之一。目前,高速電主軸大多采用角接觸陶瓷球軸承。由于陶瓷球軸承具有以下特點(diǎn):
①由于滾珠重量輕,離心力小,動(dòng)摩擦力矩小。
②由于溫升引起的熱膨脹小,軸承的預(yù)緊力穩(wěn)定。
③彈性變形小,剛度高,使用壽命長(zhǎng)。由于主軸運(yùn)行速度高,對(duì)主軸軸承的動(dòng)態(tài)和熱性能有嚴(yán)格的要求。合理的預(yù)緊力和良好充分的潤(rùn)滑是保證主軸正常運(yùn)行的必要條件。
霧化發(fā)生器的進(jìn)氣壓為0.25~0.3MPa,選用20#油滴速度控制在80%~100滴/min。潤(rùn)滑油霧不僅能充分潤(rùn)滑軸承,還能帶走大量熱量。前后軸承潤(rùn)滑油的分配是一個(gè)非常重要的問題,必須嚴(yán)格控制。進(jìn)氣口截面大于前后噴油口截面之和,排氣應(yīng)順暢。每個(gè)噴油孔的噴射角和軸線為15o將油霧直接噴入軸承工作區(qū)。
電主軸維修工藝要點(diǎn):
1.根據(jù)電主軸的損壞,測(cè)量靜態(tài)
2.用自制專用工具拆卸電主軸。清潔和測(cè)量轉(zhuǎn)子擺差和磨損。
3.選擇軸承。每組軸承內(nèi)孔和外徑的一致性誤差應(yīng)為≤0.002~0.003mm,與套筒內(nèi)孔保持0.004~0.008mm間隙;與主軸保持0.0025~0.005mm間隙。電主軸維修機(jī)械,在實(shí)際操作中,最好用拇指將軸承推入套筒。過緊會(huì)導(dǎo)致軸承外環(huán)變形,軸承溫升過高,過松會(huì)降低磨頭剛度。
4.軸承的清潔是保證軸承正常工作和使用壽命的重要環(huán)節(jié)。不要用壓縮空氣吹轉(zhuǎn)軸承,因?yàn)閴嚎s空氣中的硬顆粒會(huì)拉動(dòng)滾道。
5.圓錐軸承或角接觸球軸承必須注意軸承的安裝方向,否則不能滿足旋轉(zhuǎn)精度的要求。整個(gè)裝配過程采用專用工具,消除裝配誤差,保證裝配質(zhì)量。
6.當(dāng)套筒內(nèi)孔變形、圓度過差或與軸承配合過松時(shí),可采用局部電鍍法進(jìn)行補(bǔ)償,然后研磨至要求,也可采用軸頸。
7.電主軸上的圓螺母、油蓋等零件的端面與軸承內(nèi)外環(huán)的端面密切接觸,因此螺紋部分與端面的垂直度要求較高,可采用涂色法檢查接觸情況。如果接觸率高<80%,研磨端面以滿足垂直度要求。這項(xiàng)工作非常重要。其精度會(huì)影響磨床主軸長(zhǎng)桿的徑向跳動(dòng),從而影響磨削工件的表面粗糙度。
8.裝配后的電主軸應(yīng)軸向調(diào)整(調(diào)整時(shí)用拉簧秤測(cè)量),靜態(tài)、動(dòng)態(tài)徑向跳動(dòng)和提升間隙應(yīng)測(cè)量,直至滿足裝配工藝要求。
9.在機(jī)器的實(shí)際運(yùn)行條件下,排除裝配、機(jī)器運(yùn)行過程中熱變形等因素的影響。在一定速度下,轉(zhuǎn)子應(yīng)使用動(dòng)平衡儀進(jìn)行動(dòng)平衡。
由于電主軸是高速精密元件,需要定期維護(hù)。電主軸的定期維護(hù)如下:
1.電主軸的軸向跳動(dòng)一般要求為0.002mm(2μm),每年測(cè)試兩次。
2.電主軸內(nèi)錐孔徑向跳動(dòng)一般要求為0.002mm(2μm),每年測(cè)試兩次。
3.電主軸芯棒遠(yuǎn)端(250)mm)徑向跳動(dòng)一般要求為:0:0.012mm(12μm),每年測(cè)試兩次。
蝴蝶彈簧的緊力要求為:16~27KN(以HSK例如63)每年檢測(cè)兩次。
5.松刀時(shí)拉刀桿伸出的距離為:10.5±0.1mm(以HSK以63為例)每年檢測(cè)4次。
電主軸具有結(jié)構(gòu)緊湊、重量輕、慣性小、振動(dòng)小、噪音低、響應(yīng)快等優(yōu)點(diǎn),可減少齒輪傳動(dòng),簡(jiǎn)化機(jī)床形狀設(shè)計(jì),易于實(shí)現(xiàn)主軸定位,是高速主軸單元的理想結(jié)構(gòu)。結(jié)構(gòu)。作為高速數(shù)控機(jī)床最關(guān)鍵的部件,電主軸的性能在很大程度上決定了整個(gè)高速機(jī)床的加工精度和生產(chǎn)效率。作為加工中心的核心部件,電主軸將機(jī)床主軸與交流伺服電機(jī)軸結(jié)合在一起,即主軸電機(jī)的定子和轉(zhuǎn)子直接安裝在主軸組件中,經(jīng)過精確的動(dòng)平衡校正,具有良好的旋轉(zhuǎn)精度和穩(wěn)定性,形成完美的高速主軸單元,又稱內(nèi)部電主軸。
㈨ 雕刻機(jī)有些情況怎么修?
雕刻機(jī)維護(hù):當(dāng)?shù)窨虣C(jī)不能正常工作時(shí),可能是由于其內(nèi)部部件出現(xiàn)問題或其他原因。以下是經(jīng)常出現(xiàn)的問題的一般介紹。
1.三軸中的一個(gè)軸不能移動(dòng)。此時(shí),檢查相應(yīng)軸對(duì)應(yīng)的驅(qū)動(dòng)塊是否損壞。檢查方法可采用替換方法:拔不動(dòng)軸對(duì)應(yīng)的航空插頭,插入其他能動(dòng)軸對(duì)應(yīng)的驅(qū)動(dòng)器上。
2.如果交換后軸移動(dòng)正常,則表明軸對(duì)應(yīng)的驅(qū)動(dòng)塊已損壞,需要更換驅(qū)動(dòng)塊。如果軸不移動(dòng)或不移動(dòng),則表示電纜或電機(jī)故障,更換電纜或電機(jī)。三軸不能移動(dòng)。此時(shí),檢查三軸航空插頭是否與控制箱連接,控制箱電源是否已打開。數(shù)據(jù)線是否與控制箱和計(jì)算機(jī)主機(jī)中的控制卡連接良好。如果以上正常,請(qǐng)聯(lián)系制造商。
3.主軸不能正常工作。首先檢查變頻器。LED顯示屏上顯示的錯(cuò)誤代碼(見變頻器說明書中的錯(cuò)誤代碼項(xiàng));
下面以YIXING以變頻器為例。
YIXING一系列變頻器的常見故障及處理.5千瓦)
(1)故障代碼:DL輸出短路檢查電機(jī)和電纜是否短路
OL1OL2負(fù)載過大,電機(jī)堵塞,排除堵塞,減少負(fù)載
LU輸入電源輸入電壓異常檢查輸入電源
OH過熱負(fù)荷過大,冷卻風(fēng)扇損壞減少負(fù)荷更換風(fēng)扇(注:變頻器顯示時(shí))DL復(fù)位鍵無(wú)效請(qǐng)斷電,重啟變頻器排除故障
TALENT常見故障和處理系列變頻器(2).2千瓦)
(2)故障代碼:EOCD輸出短路檢查電機(jī)和電纜是否短路
EOU輸入電壓過高檢查電壓
EOCN輸出電路短路或?qū)Φ囟搪窓z查接線和電機(jī)
ELU在同一電源系統(tǒng)中,起動(dòng)電流負(fù)載是否重新布線以避免負(fù)載
TL外部干擾將控制線與強(qiáng)電分開
(3)主軸電機(jī)常見故障及處理:
電機(jī)發(fā)熱檢查泵是否工作,循環(huán)水是否正常
電機(jī)無(wú)法檢查電機(jī)線是否缺相,電纜是否短路
電機(jī)聲音異常電機(jī)是否超載電機(jī)內(nèi)部故障(請(qǐng)聯(lián)系廠家)
㈩ 如何維護(hù)雕刻機(jī)?
雕刻機(jī)的維護(hù)包括以下幾個(gè)方面:
1.每天開機(jī)前檢查通訊線、電機(jī)線、光耦線是否松動(dòng),電壓是否穩(wěn)定;然后打開機(jī)器電源,操作機(jī)器來回移動(dòng)兩次,開始操作。
2.清潔傳感器(光耦合、接近開關(guān)),防止灰塵和油粘附在傳感器上,影響其靈敏度或誤觸。
3.清理暴露在外的導(dǎo)軌(光桿)上的灰塵碎片,用2號(hào)機(jī)油清洗,清洗后加入黃油或2號(hào)鋰基脂。
4.一天的操作完成后,取下雕刻刀,放松主軸夾頭,鎖緊螺母。這有助于延長(zhǎng)主軸夾頭的使用壽命。然后我們開始清潔工作臺(tái),可以用刷子清潔;注意工作臺(tái)最好不要堆積雜物,以免平臺(tái)變形。
5.水冷主軸雕刻機(jī)應(yīng)保證冷卻水的清潔和水泵的正常工作。水冷主軸電機(jī)不得缺水。定期更換冷卻水,防止水溫過高。盡可能多的循環(huán)水可以更換大容量水箱。
6.將機(jī)頭移動(dòng)到左下或右下停止,防止碰撞,然后切斷電源;切勿用電拔出插頭。
7.雕刻機(jī)長(zhǎng)期不使用時(shí)的維護(hù):雕刻機(jī)長(zhǎng)期不使用時(shí),每周通電1次-兩次,尤其是在環(huán)境濕度高的梅雨季節(jié),雕刻機(jī)空運(yùn)行一小時(shí)左右。利用電氣元件本身的加熱來驅(qū)散數(shù)控系統(tǒng)中的水分,確保電子元件的性能穩(wěn)定可靠。
8.變頻器維護(hù):變頻器出廠前已調(diào)試,禁止擅自調(diào)試和更換電線,防止電機(jī)或變頻器因數(shù)據(jù)輸入錯(cuò)誤而損壞。
9.定期清潔電路箱的散熱通風(fēng)系統(tǒng)。請(qǐng)定期檢查電控箱上的風(fēng)扇是否正常工作,定期用吸塵器清理電控箱內(nèi)的灰塵,檢查端子螺釘是否松動(dòng),確保電路的安全可靠使用。
10.電控箱的門應(yīng)盡量少開,禁止開門。雕刻時(shí),空氣中通常會(huì)有灰塵、鋸末或金屬粉末。一旦落在電控箱內(nèi)的電路板或電子設(shè)備上,很容易導(dǎo)致元件之間的絕緣電阻下降,甚至損壞元件和電路板。
11.定期檢查機(jī)器各部件的螺釘是否松動(dòng)。
12.真空泵的維護(hù):
A水循環(huán)氣泵 吸入口中的金屬絲網(wǎng)用于防止外來粉塵顆粒進(jìn)入泵體。濾網(wǎng)應(yīng)隨時(shí)清潔,以避免堵塞導(dǎo)致泵的泵速下降。當(dāng)泵不使用時(shí),應(yīng)每幾天通電幾分鐘,以防止泵體生銹,無(wú)法正常工作。
B通友真空泵還應(yīng)松開蝶形螺母,取出紙濾芯,定期用高壓氣體清洗濾網(wǎng)。如發(fā)現(xiàn)濾芯通風(fēng)不暢或損壞,應(yīng)及時(shí)更換。根據(jù)使用時(shí)間長(zhǎng)短,可用高壓油槍給各軸承加油。
13.嚴(yán)格按照說明操作,遵守安全使用規(guī)范。
雕刻機(jī)和人一樣有生命。如果雕刻機(jī)的所有部件始終保持良好的狀態(tài),堅(jiān)持定期維護(hù)是非常重要的。這可以消除萌芽狀態(tài)下的許多隱患,防止惡性事故。操作人員應(yīng)養(yǎng)成定期維護(hù)設(shè)備的好習(xí)慣!









