客服熱線:
客服熱線:⑴ 維修機械設備
機械設備的維護實際上包括兩個方面,即機械設備的維護和損壞機械設備的維護。
一般來說,機械設備的維護包括清潔、油漆、潤滑等日常工作。修理損壞或識別正在運行的機械設備是否正常,防止可能出現(xiàn)的故障屬于修理工作的范疇。下面介紹一下磨損、潤滑和一般機械設備的維修。
磨損和潤滑
各種運動的機器和零件在工作過程中都會磨損。為了減少機器和零件的磨損,通常采取的措施是潤滑摩擦零件中的物質。
在機器運行過程中,兩個相互運動的零件的磨損有兩種形式,即自然磨損和事故磨損。
自然磨損是正常磨損。在機器的長期工作中,由于零件嚙合表面的摩擦、沖擊載荷、高溫作用、材料在正常運行條件下的化學和電化學作用。自然磨損的程度取決于機器結構的特點和工藝條件、制造零件所選金屬的質量、零件加工精度和光潔度、摩擦表面的狀況、潤滑劑的性質和類型、單位壓力的大小、機器的裝配精度和嚙合零件的嚙合精度、操作條件、維護和維修質量等。
事故磨損是由于機器結構缺陷、零件材料質量差(裂縫、鑄孔等)、零件制造加工不良、返回機器技術操作規(guī)程、零件或機器組裝(安裝)不正確、潤滑規(guī)程、維修不及時或質量低、不可抗拒的災難造成的。
圖10-25顯示軸頸和軸承組件磨損前后間隙的常見變化。
潤滑可以減少磨損。正確選擇潤滑材料,規(guī)定一對磨損零件的合理潤滑系統(tǒng),會延長其使用壽命。相反,潤滑不當會導致卡住、損壞等事故。
圖10-軸頸和軸承組件磨損均勻時間隙的變化
潤滑劑的粘度、油性、成分和溫度、摩擦表面的運動速度、運動部件之間的單位壓力和結構都會影響摩擦系數(shù)和磨損尺寸。
滑動摩擦可分為以下幾種形式:
(1)當兩個不均勻的硬表面相對運動時,干摩擦會發(fā)生。在機械制造中,常用金屬零件的干摩擦系數(shù)f=0.1~0.3.這種形式在摩擦傳動和各種制動器中很常見。干摩擦使摩擦表面磨損很大。
(2)當一對摩擦部件的摩擦面完全被一層潤滑材料隔開時,摩擦發(fā)生在潤滑層中。由于粘性液體內部的摩擦,摩擦部件的液體摩擦系數(shù)為0.003到0.010,即接近更好的滾動軸承所達到的效果。由于這對零件在工作過程中被潤滑油膜分離,因此工作多年后不會出現(xiàn)明顯磨損。因此,為了延長滑動機零件的使用壽命,應盡可能實現(xiàn)液體摩擦。
(3)半液體摩擦和半干摩擦在干摩擦和液體摩擦之間,摩擦系數(shù)為0.01~0.3之間。當然,這種方法的磨損大于液體摩擦的磨損。但在實際工作中,有些摩擦部件沒有完全的液體潤滑。例如,在相對較小的摩擦表面,軸與軸承之間的間隙較大,擺動軸的兩個輕微平行表面(如活塞環(huán)),部分發(fā)生在齒輪之間的潤滑、滾動軸承的滾珠和套筒的潤滑等,甚至滑動軸承的正常工作是液體摩擦,啟動和停車時也會出現(xiàn)半液體潤滑。
(4)保持邊界摩擦摩擦表面的薄油膜(0).1μm以下)。
以上列舉了不同類型的摩擦,摩擦系數(shù)可達20~40倍以上。可見潤滑很重要,選擇合適的潤滑劑具有重要的經濟意義。
機械設備的維修
在工廠里,每年都有許多磨損和損壞的零件從機械設備上更換。如果這些零件被修復和再利用,它們可以節(jié)省大量的材料和資金。因此,機械零件的維修非常重要。作為一名機械工人,我們必須掌握各種主要機械零件的常用維修方法。
機械設備的磨損是一種自然現(xiàn)象,有一定的發(fā)展規(guī)律,這些規(guī)律是可以掌握的。為了使機械設備始終處于正常工作狀態(tài),防止事故發(fā)生,實現(xiàn)生產主動性,必須根據(jù)磨損規(guī)律對機械設備進行有計劃的定期檢查和維修,并將可能出現(xiàn)的故障排除在萌芽狀態(tài)。因此,工廠應建立計劃預修制度。計劃預修制度是提前制定各種維修等級的年度計劃(維修工作分為檢查、小修、中修、大修四個等級),按計劃對機械設備進行檢查和維修。當然,根據(jù)拆卸和缺陷檢查的結果,每次實際維修工作量可能與計劃數(shù)量不同,甚至可以降低維修等級。各種機械設備的維修期限和維修工作量應根據(jù)實際情況制定。
表10-在制定維修計劃時,4中的數(shù)據(jù)可供參考。
各類維修等級的工作內容如下:
(1)檢查一般由操作人員和值班維修人員在設備運行時進行,主要工作是檢查噪聲、振動、泄漏和潤滑,并定期潤滑。
(2)小修由車間維修人員進行。小修包括緊固件、擦拭摩擦面、研磨閥片、安裝填料、調整件(如調整軸承)、檢查油環(huán)、油槽、起動設備、傳動軸、傳動膠帶和鏈條、摩擦輪、填料函、各種密封件和管件等。
(3)除了小修所做的所有工作外,中修還包括更換個別零件,如重新鑄造和刮削軸瓦、汽車光軸頸、更換制動片、鏈條、襯墊和密封件、修理襯里等。
表10-四種機械設備的連續(xù)運行時間和維修停車時間
(4)大修包括機械設備的清洗和重組、所有磨損零件的更換或修復、公差的調整和配合,以滿足技術要求和維修基礎。機械設備的改造也可以在大修期間進行。
檢查中發(fā)現(xiàn)的損壞零件,應根據(jù)其結構特點和技術要求選擇正確的維修方法進行維修。為了縮短機械設備的停機時間,可以先用備用零件代替損壞的零件,使設備恢復運行,然后修復損壞的零件。以下是機械零件磨損常用的維修方法。
機械零件和組合件的自然磨損是磨損的主要形式,其特點是破壞組合件的原始配合性質,改變零件的幾何尺寸和形狀。為了恢復這些組合件的工作能力,必須恢復其原始配合性質、零件的幾何尺寸和形狀。
恢復組合件工作能力的修復方法有兩種:一種是只恢復配合性質的修復方法;另一種是恢復配合性質和零件幾何尺寸和形狀的修復方法。
(1)只恢復組合件配合性質的修復方法
僅恢復組合件配合性質的修復方法有三種:墊片調整法、修復尺寸法和補充零件法。
A.墊片調整法
在維修過程中,組件不加工或只刮削,而是通過減少墊片調整的方法,將配合間隙從磨損后的最大間隙恢復到裝配時的初始間隙,如圖10所示-如26所示,這種修復方法稱為墊片調整方法。墊片調整方法只能恢復組件的配合間隙,但不能恢復零件的幾何尺寸和形狀。
圖10-調整軸頸與軸承之間的配合間隙
B.修理尺寸法
在維修過程中,只對組件中的一個零件進行維修和處理,去除磨損層,以消除幾何變形,而另一個配合的零件則用備件更換。這可以將組件的配合間隙恢復到原始值,但維修后的組件與新的組件尺寸不同。這些不同于初始尺寸的尺寸稱為維修尺寸,這種維修方法稱為維修尺寸法。
在組合件中,哪些零件應該維修?應該更換哪些零件?這個問題要綜合考慮。一般來說,更貴的零件總是被修理,更便宜的零件被更換。
維修尺寸法既能恢復組合件的配合間隙,又能恢復零件的幾何形狀,但不能恢復零件的幾何尺寸。
C.補充零件法
用這種方法修復時,在磨損零件(軸承孔或軸頸)上安裝一個補充件(內襯套或外襯套),然后加工到原來的尺寸,以恢復組合件的配合間隙。可見這種方法其實是一種尺寸修復方法,但這里兩個匹配的零件還是一起使用,只加了一個補充零件,所以特別叫補充零件法。
(2)修復組合件的配合性質和幾何尺寸和形狀的方法
這種修復方法的本質是用各種工藝方法在磨損零件的表面覆蓋一層金屬,加工后完全恢復零件原有的幾何尺寸和形狀以及組合件的配合性能。這種修復方法包括焊接、鑄造、噴涂和電鍍。以下是常用的焊接方法。
焊接方法或堆焊方法是在磨損零件表面覆蓋熔融金屬,形成連續(xù)均勻的覆蓋層。其優(yōu)點是連接強度高,無需特殊設備,一般焊接工具。缺點是容易引起熱應力、裂縫、變形和金相組織的變化。焊接方法可用于維修由普通碳鋼、優(yōu)質碳鋼、低合金鋼、鑄鐵、有色金屬及其合金制成的零件。對于高合金鋼零件的焊接工藝,焊接工藝尚未完全掌握,一般不采用。焊接材料通常為結構鋼焊條(優(yōu)質碳鋼和低合金鋼)。電弧焊或氣焊可用于焊接。如果一層不夠厚,可以焊接多層。對于重要零件,為了便于加工覆蓋層,消除殘余應力,改善金相組織,焊接后應進行熱處理(高溫回火、退火或正火)。
⑵ 補碼是什么意思?
補碼
用[x]表示機器數(shù)(原碼),x真值(二進制))
x= 0.1001,則[x]原=0.1001
x=-0.1001,則[x]原=1.1001
對于0,原碼中有 0”、“-因此,有兩種形式:
[ 0]原=0.000...0
[-0]原=1.000...0
使用原碼表示方法很容易理解,但其最大的缺點是加法操作復雜。這是因為當兩個數(shù)字相加時,如果數(shù)字相同,則數(shù)值相加;如果數(shù)字不同,則進行減法。減法時,比較絕對值的大小,然后大數(shù)減去小數(shù),最后為結果選擇符號。
為了解決這些矛盾,人們找到了補碼表示。機器數(shù)的補碼可以通過原碼獲得。如果機器數(shù)為正數(shù),機器數(shù)的補碼與原碼相同;如果機器數(shù)為負數(shù),則機器數(shù)的補碼取反其原碼(符號位除外),并在未位加1。
當負數(shù)用補碼表示時,減法可以轉化為加法。這樣,在計算機中更容易實現(xiàn)
[x]補= { x 1>x≥0
{ 2+x=2-|x| 0≥x≥-1
x= 0.1011,則[x]補=0.1011
x=-0.1011,則[x]補=10 x=10.0000-0.1011=1.0101
對于0,[+0]補=[-0]補=0.0000 (mod 2)
以定點小數(shù)為例。
可以用鐘表來描述補碼的原理
如果標準時間為4:00,一個表已經7:00了。為了校準時間,可以采用兩種方法:一種是退回時針 7-4=3 一是將時針向前撥12-3=9格。即7-3和7 9(mod12)等價,所以負數(shù)用補碼表示mod操作,可將減法轉化為加法。
⑶ 購買空調1、2級機器有什么國家節(jié)能補貼?
清新風 更好,是一級能效比
藍精靈 是 2級的
1000W 的 穩(wěn)壓器不好用!
國家補貼-供應商 不是不給客戶
顧客在購買時 廠家直接扣除了國家補貼的13分
例如1000快 補貼13個點 就是87
顧客購買時 給87就好了!!!
⑷ 機械設備的維修費應計入哪個科目?
1、機械設備的維護費用計入管理費用-維護費用科目。由于機械設備屬于固定資產,固定資產的維護費用可以計入管理費用科目。
具體會計分錄如下:
借款:管理費-維修費
貸款:銀行存款
三、管理費主要核算內容:公開
1、公司經費
總部管理人員工資、員工福利費、差旅費、辦公費、董事會會費、折舊費、維修費、材料消耗、低價值易耗品攤銷等公司資金;
勞動保險費
指退休職工的養(yǎng)老金、價格補貼、醫(yī)療費用(包括退休人員參加醫(yī)療保險基金)、異地安置費、職工退休金、職工死亡喪葬補貼、養(yǎng)老金、按規(guī)定支付給退休干部的資金和社會統(tǒng)籌基金;失業(yè)保險費是指企業(yè)按照國家規(guī)定繳納的失業(yè)保險基金;
董事會會費
指企業(yè)最高權力機構及其成員履行職能所發(fā)生的費用,包括差旅費、會議費等。
4、其它費用
納稅人可以生與生產經營直接相關的業(yè)務招待費,納稅人可以在下列限度內提供真實有效的憑證或資料作為費用。現(xiàn)行稅法規(guī)定,《實施條例》第四十三條明確規(guī)定,企業(yè)發(fā)生的與生產經營活動有關的業(yè)務招待費按發(fā)生金額的60%計算%扣除,但最高不得超過當年銷售(營業(yè))收入的5‰。銷售(營業(yè))收入包括主營業(yè)務收入和其他業(yè)務收入。
⑸ 我在化工廠工作,工作時修理機器時右手食指粉碎骨折,現(xiàn)在工廠不想讓我干,想問問我該怎么辦
需要確定工作級別,有工傷級別的廠家不能無故辭退員工。員工辭職的,按工傷級別一次性賠償。
⑹ 中維世紀官網dd27db錯誤代碼是什么意思?
維世紀官方網站的代碼錯誤表明該網站正在維護或維護,也有可能該網站已經下架并下架。所以你最好不要進去
⑺ cs1.機器人補丁包的使用說明是什么意思?

開始
運行
打開metamod的plugins.ini
寫入win32addonsyapbdllspodbot.dll
⑻ 三菱伺服電機 設置參數(shù)2 選擇插補模式 插補模式的選擇是什么意思,對機器的運行有什么影響?
一般默認即可!如果在特殊的工作模式或工作環(huán)境下使用,可以提高電機的運行精度
⑼ S出現(xiàn)在理光C3502的機器中C554代碼是什么意思,怎么解決
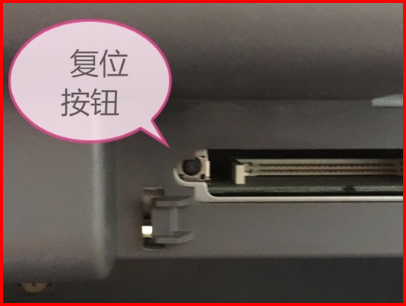
S出現(xiàn)在理光C3502的機器中C由于熱輥定影等過熱,554代碼更為可用,步驟如下:
1.第一步是打開右塑料蓋,里面有一個復位按鈕,按下,機器重新啟動。